


在涡扇发动机中,通过使用大直径风扇叶片提高涵道比,可以降低单位推力的燃料消耗,但增加风扇直径必然会增加重量,降低飞机整体油耗的效果会被抵消。这就是减轻风扇部件重量意义所在。
如图 1 所示,由于风扇直径的增加,尺寸和重量随之增加的主要部件有三个:风扇叶片、风扇外壳和结构导向叶片(Structural Guide Vane, 以下简称SGV)。
SGV 是兼具对风扇尾流进行整流的空气动力静叶片和风扇壳体的结构件支撑的作用。这些部件的高工作温度为 100℃左右,这也正是 CFRP 的适用温度范围,因此,可以采用 CFRP 代替传统材料钛铝合金来实现轻量化。
风扇叶片是涡轮风扇发动机中大、重的动叶片,由于其具有很大的减重效果,因此以前已经尝试了适用 CFRP。
20 世纪 70 年代,劳斯莱斯公司(Rolls Royce)曾经尝试将 CFRP 风扇叶片应用于洛克希德三星宽体客机(L1011)的大型发动机(RB211 系列),但因无法承受鸟类冲击而失败。
在碳纤维工业生产的早期,碳纤维及其周边技术尚未成熟状态下的过早挑战被认为是失败的原因。
但是由于从失败中,明确了耐冲击性(韧性)是 CFRP 风扇部件的关键,随后 CFRP 材料制造商尝试各种改进以提高其韧性。
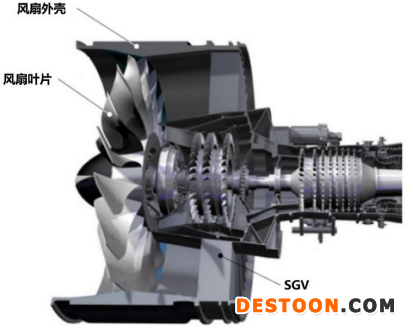
图 1 适用于 CFRP 的大涵道比风扇
进入 90 年代,美国 GE 公司(General Electric)在波音 777 用超大型发动机(GE90)上成功实现了上台 CFRP 风扇叶片的实用化,开创了CFRP 风扇部件历史的新纪元。通过使用高韧性环氧树脂提高了韧性的 CFRP 材料,可以承受鸟的撞击。该技术也已应用于波音 787 的 GEnx,并已量产近 20 年。虽然这种扇叶克服了抗冲击性的问题,但它的成本很高,因为它采用了一种制造方法,即人工将 1000 多片 CFRP 材料片材(预浸料)堆叠(层压)并在高压釜中烘烤数小时,因此成本很高。在推广 CFRP 风扇部件的应用时,很明显降低制造成本又成了下一个需要解决的课题。
GE 公司在波音 787 用 GEnx 发动机中,除了上述 CFRP 风扇叶片之外,还成功实现了 CFRP 风扇壳体的实用化。风扇壳体是发动机中重的部件,CFRP 的应用对轻量化起到了决定性的作用。除了作为形成风扇气流路径的管道外,还要求在风扇叶片飞失(FBO,Fan Blade Off)时能像防弹背心那样具有防止叶片飞失的耐冲击性(Containment)。GEnx 风扇外壳采用将碳纤维织物自动缠绕在模具上, 用环氧树脂浸渍并固化的制造方法( RTM 成型方法, Resin Transfer Molding),实现了层叠工作的自动化。在兼顾耐冲击性和降低成本的第 2 代 CFRP 风扇部件的实用化这一点上,可以说是意义深远。自 1995 年以来,复合材料叶片已先后应用于 GE90、GEnx、LEAP 和 GE9X 发动机上,累计飞行 1.4 亿小时,另外,这些复合材料叶片没有寿命限制。GE 公司的 CFRP 部件概要如图 2 所示。

图 2 GE 公司开发的 CFRP 风扇叶片及风扇外壳
在新一代单通道客机(空客 A320NEO,波音 737MAX)中的两种型号的发动机中也得到了应用。LeapX 发动机(CFMI,GE 公司/SNECDMA 公司)采用了结合三维结构织物和 RTM 成形法的风扇叶片和风扇外壳。
如图 3 所示,在 PW1100G-JM 发动机(IAE,P&W 公司/JAEC(一般财团法人日本飞机发动机协会)/MTU 公司)中,使用了改性环氧树脂 CFRP 原材料(预浸料)和自动卷绕成形的风扇外壳、使用热塑性树脂 CFRP 材料(预浸料)和自动层压/压制成型方法的 SGV。这两款发动机是采用特殊的 CFRP 材料和制造方法,通过自动化生产实现兼顾高抗冲击性和降低成本的目标。
飞机零件制造商 GKN 也在与 RR 合作开发 CFRP 风扇零件 4)。在此, 使用了将环氧树脂 CFRP 材料(预浸料)与自动层压相结合的制造方法。
图 3 LeapX 用CFRP 风扇叶片和外壳(SNECMA 公司)
2. CFRP 风扇零件开发实例:PW1100G-JM 风扇外壳和 SGV
作为 JAEC 日本航空发动机协会)的成员,IHI 株式会社(石川岛播磨重工) 开发了用于 PW1100G-JM 发动机的 CFRP 风扇箱/SGV,该发动机将安装在空中客车 A320neo 上。PW1100G-JM 通过采用齿轮传动涡轮风扇(GTF, Geared Turbo Fan)的新形式实现了约 12 的涵道比和高水平的燃油效率。通过将CFRP 应用于大直径风扇,实现了大幅度的轻量化。三菱 MRJ 发动机(PW1200G) 和庞巴迪 C 系列发动机(PW1500G)也使用了同类型的 CFRP 风扇外壳。 本节以CFRP 风扇部件的开发为例,介绍这两个部件的技术开发概况。 如图 4 所示, PW1100G-JM 发动机主体、风扇外壳和 SGV 的照片。
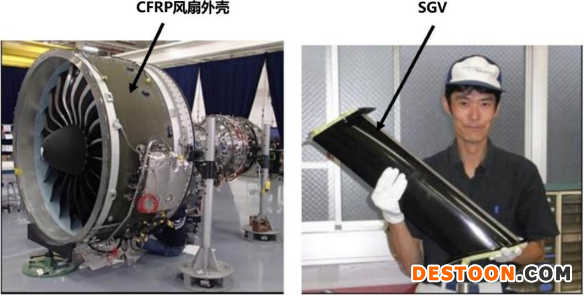
图 4 PW1100-JM 发动机主机(左图)、CFRP 风扇外壳(左)及 SGV(右)
总结了上面介绍的 CFRP 风扇部件的制造商、材料和制造工艺。2000 年以后,各大发动机厂商都开始进行研发,CFRP 风扇零部件进入全面发展期。 此外,使用手动贴合的代 GE90 风扇叶片已被第二代自动贴合取代, 实现了耐冲击性和成本降低的兼顾。 第二代 CFRP 的材料和制造工艺有三种并行方法。 这三种方法被认为是低成本 CFRP 的制造方法,不仅适用于飞机发动机,而且适用于飞机机体和一般工业用 CFRP 零件。 各种方法的特点如下:
(1)环氧 PP(预浸料)+自动层压:传统的环氧预浸料+手动层压中手工部分的自动化方法。原材料构成、结构与具有良好记录的传统产品相同,所以在材料物性、设计、品质保证上的风险很少。但是,自动层叠速度提高很难, 固化也需要几个小时,因此成本降低效果是有限的。
(2)3D 织布+RTM:将环氧树脂浸入产品形状的碳纤维织布中并固化的制造方法。由于无需制作中间材料的预浸料即可实现织物的自动化,因此成本降低效果好。由于能够在板厚方向排列纤维,所以能够提高层间韧性。但是,在质量保证和物理性能方面存在弱点,例如难以检测不充分的浸渍和由于纤维弯曲导致的物理性能劣化。而且固化时间需要几个小时,与常规方法相同。
(3)热塑性树脂 PP+自动层压:使用以热塑性树脂为基体的预浸料代替环氧树脂的方法。树脂自身韧性高,耐冲击性高。固化时间以分钟为单位,高速成型的成本降低效果大。因为使用了预浸料,所以物性、品质保证方面的问题也很少。但是,固化处理温度高,成形装置昂贵,特别是难以成形大型制品。
如上所述,以上三种低成本的方法各有优缺点,目前还没有万能的方法。今后,每种方法都将会改进,与其趋同于一个数值标准,根据零件的形状、要求特性和产量进行划分应该是趋势。它们都是早期的技术,以实现物理性能
(抗冲击性)和低成本的两者兼顾为目标,仍需要不断的技术研发。
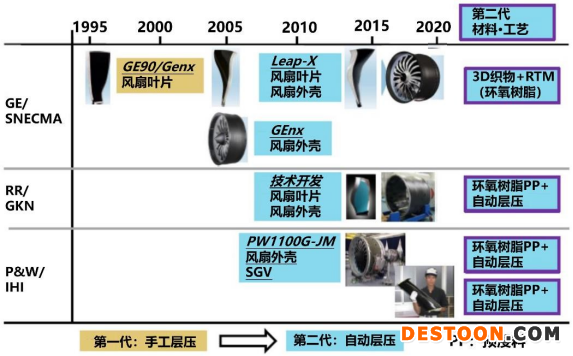
12 CFRP 风扇部品:制造商、材料·工艺
4. CMC(陶瓷基复合材料)应用于高温涡轮部件
除了高涵道比外,降低燃油效率的方法还有通过提高压力比和提高温度来提高热效率。新款发动机的总压比已经达到 50,未来会增加到 60 左右。在这样的高压力比发动机中,如果不使用超过耐热合金的材料,则由于冷却空气
量的增加,燃料消耗率降低的效果会被抵消掉,CMC 有望成为下一代耐热材料。
SiC(碳化硅)等精细陶瓷重量轻、耐热性高,但单体(monolithic)韧性低且易碎,因此难以应用于涡轮零件。 通过与高强度陶瓷纤维制成复合材料, 可大幅度提高韧性,其作为结构材料的适用性应运而生。传统上,使用 SiC 纤维和 SiC 基体的 SiC/SiC CMC 涡轮部件的基本开发一直在进行中。如图 13 所示 IHI 开发的 SiC/SiC 涡轮部件的示例。

图 13 IHI 开发的 CMC 涡轮零件(左:静翼,右:动翼)
在 CMC 中,通常采用被称为 CVI(Chemical Vapor Infiltration,气相浸渍)的制造方法,在三维形状的强化纤维织物中使原料气体在高温炉内流动而使陶瓷生长。本处理需要长时间,成为降低成本的障碍。作为提高生长速度的方法,固相和液相中的浸渍已被尝试作为提高生长速率的方法,但似乎难以产生具有与 CVI 相同强度的基质。另一个问题,防止在高温环境下纤维氧化形成界面涂层。为了使 CMC 涡轮部件实用化,需要克服这些陶瓷制造课题。
GE 公司宣布,新一代宽体客机波音 777X 上搭载的 GE9X 发动机的燃烧器、涡轮零件将采用 CMC。GE 的这一挑战,有望激发多年来参与基础开发的 CMC 行业,并带动相应市场的扩大。GE 在 CMC 方面的发展状况如图 14 所示。
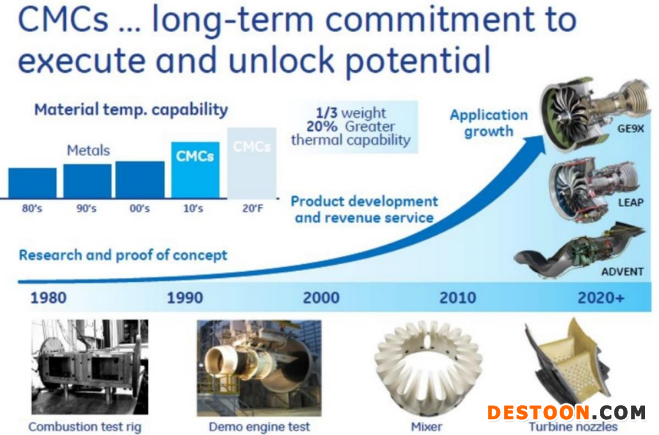
图 14 GE 公司 CMC 涡轮部品的研发历程
5. 结束语
在本文中,我们主要介绍了与 CFRP/CMC 主体材料和制造工艺相关的问题。主体制造后的后处理(机加工、粘接、涂装、检验等)、结构设计(应力/损伤分析、物性测试、数据库构建等)有很多需要解决的问题。低成本的 CFRP 风扇部件和 CMC 涡轮部件将是有望的市场。对大涵道风扇 CFRP 的应用、对高温涡轮的 CMC 应用正在扩大,相信“用炭和陶瓷制作飞机发动机”的时代不久就会到来。
参考文献
1)村上,盛田,及川:IHI 技報,Vol.53,No.4,2013,pp63-67 2)H. Scheugenpflug:ISABE 2013, Sept., 2013, Invited Lecture,
3)M. Mecham:Aviation Week & Space Technology, July 9, 2012, pp74-76 4)GKN 公司网页:http://www.gkn.com/
5)中村,岡,今成,篠原,石崎:IHI 技報,Vol.53,No.4,2013,pp34-37 6)GE 公司ウェッブサイト:http://www.geaviation.com/





