




热塑性碳纤维复合材料的成型工艺介绍
高性能热塑复合材料的成型工艺,主要由热固性树脂复合材料及金属成型技术移植而来。按照所有的设备不同可以分为模压成型、双膜成型、热压罐成型、真空袋成型、纤维缠绕成型、压延成型等。

1、双膜成型
双膜成型也叫树脂膜渗透成型,是ICI公司开发的一种利用预浸料制备复合材料制件的方法,此法有利于外形较复杂的制件成型加工。
在双膜成型中,裁剪好的预浸料放于两层可变形的柔性树脂膜和金属膜之间,膜的周边采用金属或其他材料密封,在成型过程中,加热到成型温度后,施加一定的成型压力,制件按照金属模具的形状而变形,最后冷却定型。
双膜成型中,一般要将制件和膜封装并抽真空,由于膜的可变形性,对树脂流动的限制远小于刚性模具,另一方面,由于真空下变形的膜可对制件施加均匀压力,能提高制件的压变度,保证成型质量。

2、拉挤成型
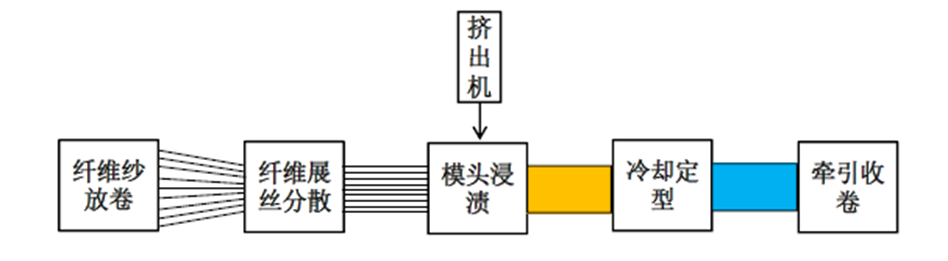
拉挤成型是一种连续制造具有恒定截面的复合材料型材的工艺方法,最初用于制造单向纤维增强实心截面的简单制品,逐渐发展成为可以制造实心、空心以及各种复杂截面的制品,并且型材的性能可以设计,能够满足各种工程结构要求。
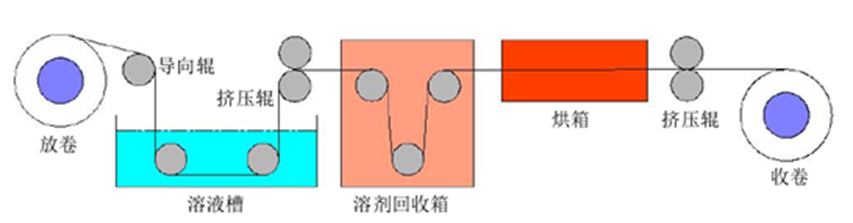
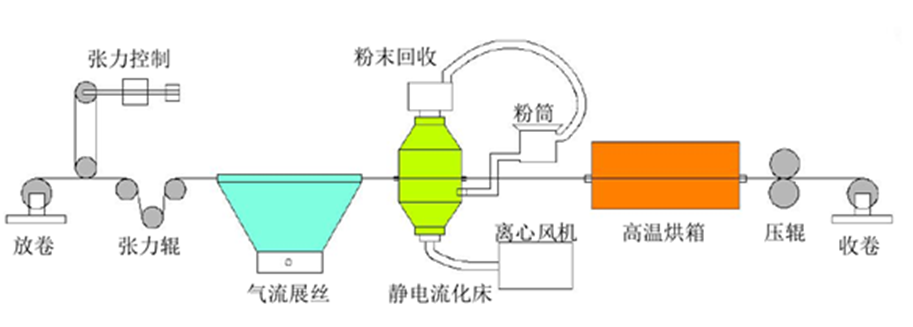
拉挤成型是将预浸带(纱)在一组拉挤模具中固结,预浸料或是边拉挤边预浸,或是另外浸渍。一般的浸渍方法是纤维混纺浸渍和粉末液化床浸渍。
3、模压成型
模压成型是通过将按模具大小裁切好预浸料片材在加热炉内加热至高于树脂熔化的温度,然后送入大压模中,快速热压成型。成型周期一般在几十秒至几分钟内完成。这种成型方法能耗、生产费用均较低,生产率高,是目前热塑性复合材料成型加工中最常见的一种成型方法。

4、缠绕成型
热塑性复合材料的纤维缠绕成型与热固性复合材料的不同之处是缠绕时要把预浸纱(带)加热到软化点,并在芯模的接触点进行加热。
通常的热方法有传导加热、介电加热、电磁加热、电磁辐射加热等。在电磁辐射加热中,又因电磁波的波长或频率不同而分红外辐射(IR)、微波(MW)和射频(RF)加热等。最近几年还发展了激光加热及超声加热系统。

近年来新型缠绕成型工艺得到开发,其中有一步成型法,即纤维通过热塑性树脂粉末沸腾液化床制成预浸纱(带),然后直接缠绕在芯模上;还有通过加热成型法,即对碳纤维预浸纱(带)直接通电,靠通电发热使热塑性树脂熔化,使纤维纱(带)缠绕成制品;第三种是用机器人进行缠绕提高缠绕制品的精度和自动化程度,因而受到了极大的重视。





