OOA 预浸料最早始于20世纪90年代,由美国空军研究实验室(AFRL)与美国国防部先进技术研究计划署(DARPA)开始关注,此后欧洲和美国投入了大量精力用于研究热压罐外固化预浸料复合材料技术。先进复合材料集团公司(ACG)率先进行了OOA树脂基体预浸料的开发,研制了一系列用于热压罐外固化用的树脂基体和预浸料。Cytec、Hexcel、Gurit、TenCate等公司也先后投人材料、固化工艺、试验验证和应用技术研究,在较短的时间取得很大成绩,使OOA预浸料技术有了很大发展。
第一代OOA预浸料树脂基体是ACG公司的LTM系列,如LTM45EL,早期的预浸料在真空压力下、较低的温度固化,用于大型、单元化部件、无人机原型机等的制造。因为在真空压力和较低温度下固化而成本低。这类预浸料力学性能较低,没有生产部件所需足够的循环时间,因此不适合大批量复合材料的生产。
第二代OOA预浸料树脂基体的典型代表是ACG公司的MTM45和Cytec公司的Cy-com 5215,这两种预浸料性能接近热压罐固化预浸料的性能,实现了DARPA(美国国防先进技术研究计划署)要求复合材料空隙率小于1%的指标,另外,具有灵活的固化周期,65~79℃时需要较长周化时间,在121℃下能提供2h 固化。此外,177℃独立固化后T大于150℃。但是,这类体系尽管符合空隙率的要求,而储存寿命仅10~12d,室温外置期只有21d,不能满足大型复杂结构至少需要黏性寿命21d、室温外置期30d的工艺要求。同时,力学性能和耐热性能也有差距。
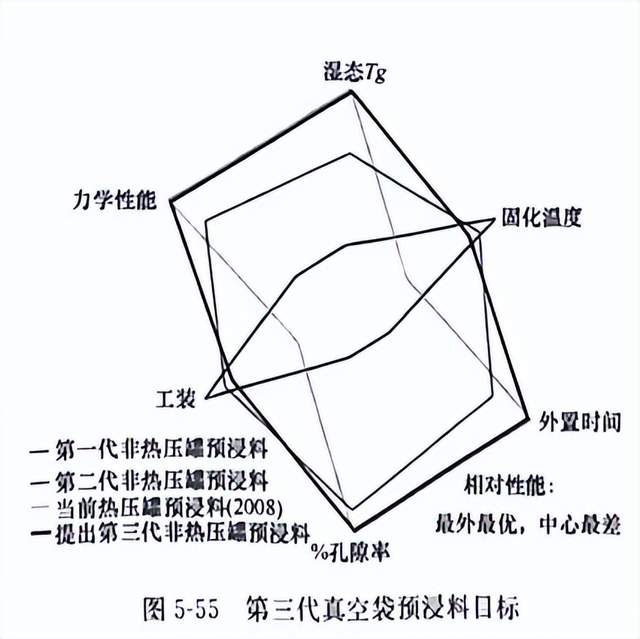
第三代OOA预浸料在美国DARPA/DSO(国防科学办公室)、AFRL(美国空军研究室)、波音公司等的支持和参与下,制订了非热压罐项日日标,波音公司提出了对第三代OOA 预浸料的主要要求,如图5-55所示,着重降低复合材料空隙率,增加预浸料的外置时间,开发OOA 系统提供与当前(2007年)合格热压罐固化环氧体系相同性能的材料。
ACG公司研发了MTM45-1、MTM44-1、MTM46,Cytec公司研发了Cycom X5320。
波音公司评估了相关三种实验树脂配方,并选择了Cycom X5320。Cytec公司将其商品化为Cytec 5320。随后,建造了一系列示范部件,制备了多架无人机,进行了有限的无损检测和解剖评估,所有这些使得波音公司能在成品面积质量、生产难度、检测和技术成熟度方面进行比较。这表明OOA树脂系统预浸料已经基本达到与主要飞机结构热压罐系统的物理性能水平。几种材料已经在资格认证过程中。Cycom 5320和Cycom 5320-1在独立的专有计划中获得资格,Cytec已经宣布为庞巴迪Learjet 85商用喷气机提供碳纤维复合材料。
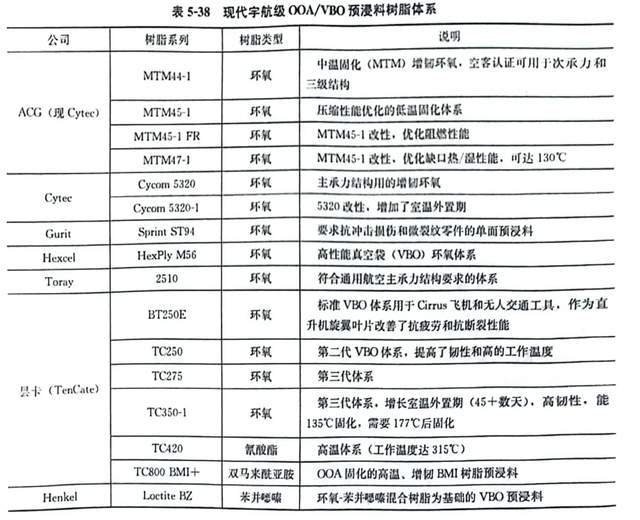
在此基础上,多家公司先后开发了不同材料多种类型OOA树脂基体,丰富了环氧树脂品种,增加了氰酸酯、双马、苯并噁嗪等,见表5-38。为非热压罐成型复合材料的使用和发展创造了条件。